厂址:武汉市黄陂区横店街正通大道100号
邮编:430310
电话:027-83497040/027-83497011
网址:www.hyzk.cn
Email:1605948483@qq.com
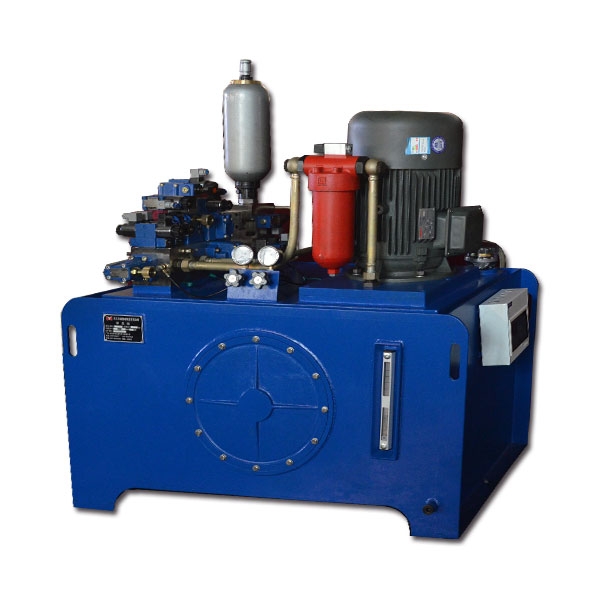
大功率闪光焊机用于汽车挂车车轴和钢轨的对接焊接,闪光焊液压系统机器采用液压旋转实现工件的夹紧和进给控制;采用三相二次整流主电路,保证闪光过程稳定,降低焊机容量,平衡三相电网负荷。武汉华液传动制造有限公司介绍采用以工业计算机为主体的微机控制系统来控制焊接过程(包括焊接参数的控制、记录和显示以及焊接参数和曲线的记录)。
该机采用预热闪光焊工艺,其流程为:焊前准备→闪光矫正阶段中→预热阶段中→闪光阶段中→顶锻阶段中→热处理→焊接结束。其中,闪光阶段中和顶锻阶段中比较重要。
闪光阶段中主要用于加热工件。在闪光过程中,移动夹具的位移S与时间t的关系曲线(闪光曲线)S=S(t)对焊接质量影响很大。因此,需要在闪光阶段中对闪光曲线进行闭环控制,即通过连续采集位移信号并与给定的位移曲线进行比较,控制移动夹具的移动,使工件的位移曲线与给定的位移曲线一致。工艺确定的轴头闪光焊闪光曲线如下:S=AT/2(A为移动夹具的加速度)。

根据实际闪光曲线,预热阶段后,闪光初期采用较小的进给速度v1,闪光过程中通过加速实现要求的速度v2,中间加速过程中加速度为a。为了实现动夹具的变速进给,液压系统的闪光曲线系统采用电液比例方向控制阀(三位四通阀),由微机给出输入信号,控制流经该阀的液压油的流量,从而达到控制闪光过程中工件进给速度的目的;通过更改给定信号的极性,更改工件运动的方向。
闪光工序完成后,应立即进行顶锻。为了防止氧化和便于液态金属的清理,有必要尽可能减少闭合间隙的时间。所以要求有比瞬间闪速高十倍甚至几十倍的更高顶银速度。在一定范围内,顶锻速度越高,焊接接头质量越好。为了使接头产生塑性变形,必须有足够的顶锻压力,所以对设备要求很高。与此同时,为了满足顶锻速度和压力的要求,焊机采用气囊式蓄能器(容量10L)。当蓄能器阀未打开时,压力过程在蓄能器中进行;顶锻阶段中开始时,打开蓄能器阀,释放蓄能器中储存的液压油,使液压缸中的流量大,从而获得大的顶锻速度和顶锻压力。蓄能器不仅能储存能量,还能降低系统压力脉动。